
















| Menge: | |
|---|---|










HRC58 Hartmetall-Schaftfräser
Erweitern Sie die Grenzen der Bearbeitung mit den HRC58-Schaftfräsern von SUPSTTED – entwickelt nicht nur für Härte, sondern auch für vorhersehbare Dominanz bei anspruchsvollen Materialien. Vergessen Sie generische Werkzeuge; Dies ist eine neu definierte Präzision für gehärtete Stähle, Titanlegierungen und Superlegierungen, die absolute Zuverlässigkeit erfordern.

Kerninnovationen:
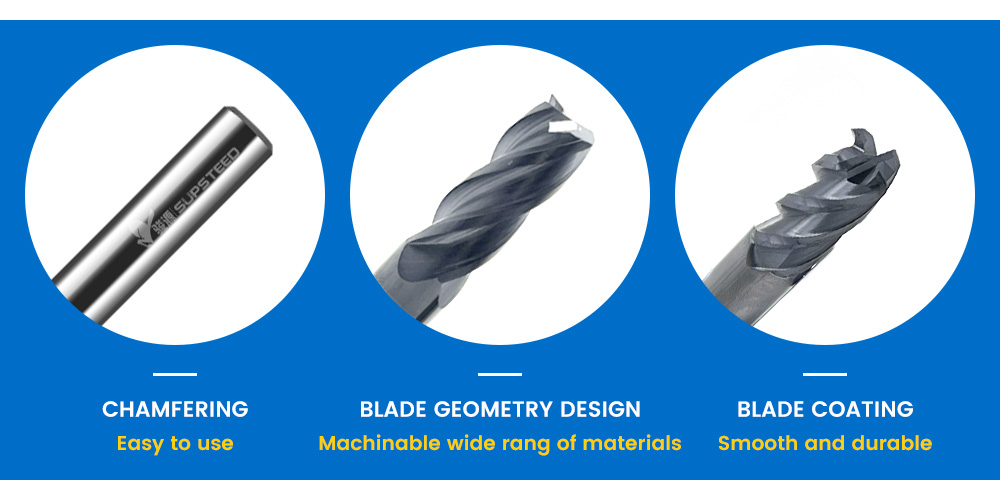
Micro-Edge-Architektur: Unsere proprietäre Kantenvorbereitung geht über das Standard-Honen hinaus. Es enthält eine Stabilisierungsschicht im Nanomaßstab, die Mikroabplatzungen bei Eingriffen mit hohem Vorschub in gehärteten Werkstücken (HRC 50–62) erheblich reduziert, was sich in einer außergewöhnlichen Kantenintegrität und einer gleichbleibenden Oberflächenqualität bei jedem Durchgang niederschlägt.
Variable Kernelastizität: Strategisch variierende Kerndichte entlang der Flötenlänge optimiert die harmonische Dämpfung. Diese SilentCore-Technologie minimiert Rattern und Vibrationen bei kritischen Eingriffstiefen und ermöglicht höhere effektive Zerspanungsraten (MRR) in anspruchsvollen Taschen und tiefen Hohlräumen, wo andere scheitern.
Patentierte Helix-Synergie: Bei einem dynamisch optimierten variablen Helix-Winkel geht es nicht nur um die Spanabfuhr. Unsere Geometrie steuert aktiv die Schnittkräfte und den Wärmeaufbau speziell für die HRC58+-Reihe und reduziert so örtliche Wärmespitzen, die die Werkzeuglebensdauer verkürzen. Erleben Sie einen gleichmäßigeren Schneidvorgang und eine längere Lebensdauer des Werkzeugs.
ADX-Beschichtung (Advanced Diamond Xeno-Composite): Über Standard-AlTiN hinaus integriert ADX ultradisperse diamantähnliche Kohlenstoffphasen (DLC) in eine Keramikmatrix. Diese einzigartige Zusammensetzung bietet eine unübertroffene Abriebfestigkeit gegen Schleifmittel aus gehärtetem Material und sorgt gleichzeitig für eine extreme Oxidationsbeständigkeit (stabil bis 1100 °C), wodurch Freiflächenverschleiß und Aufbauschneidenbildung (BUE) drastisch reduziert werden.
Schutz vor thermischer Ermüdung: Die Substratlegierung verfügt über ein proprietäres Korngrenzen-Konstruktionsverfahren, das die Widerstandsfähigkeit gegen Ermüdung durch Temperaturwechsel erheblich erhöht – die Hauptfehlerursache bei Schnittunterbrechungen, die bei gehärteten Werkzeugen und Gesenken häufig auftreten. Erwarten Sie außergewöhnliche Widerstandsfähigkeit unter anspruchsvollen, wechselnden Schnittbedingungen.
Entwickelt für Ihre Ambitionen:
Vorhersehbare Leistung: Erzielen Sie konsistente Oberflächen (Ra < 0,4 µm erreichbar) und Maßgenauigkeit, die für Luft- und Raumfahrtkomponenten, medizinische Implantate und hochpräzise Spritzgussformen entscheidend sind.
Kompromisslose Werkzeugstandzeit: Die ADX-Beschichtung in Kombination mit der Micro-Edge-Architektur sorgt für eine bis zu 40 % längere Standzeit bei kontinuierlichen und unterbrochenen Schnitten im Vergleich zu herkömmlichen Schaftfräsern mit HRC55-Einstufung, validiert in unabhängigen Hochdruck-Kühlmitteltests.
Erhöhte Prozesssicherheit: SilentCore Technology™ minimiert Oberschwingungen, reduziert das Risiko eines katastrophalen Werkzeugausfalls und schützt teure Werkstücke bei der unbeaufsichtigten Bearbeitung hochwertiger Teile.
Nachhaltige Produktivität: Reduzierte Ausschussraten, weniger Werkzeugwechsel und optimierte Bearbeitungsparameter senken die Gesamtkosten pro Teil und die Umweltbelastung.
UNTERSTÜTZTE HRC58-Schaftfräser: Mehr als nur Härtewerte. Sie sind eine systematische Lösung zur Bewältigung der härtesten Materialien mit beispielloser Präzision, Zuverlässigkeit und Effizienz. Fordern Sie vorhersehbare Ergebnisse. Nachfrage UNTERSTÜTZT.
Details anzeigen
Spezifikationen
| GRÖSSEN (D*fL*sD*L) | |
| D1*3*D4*50L | D5*(13/20/25)*D5*(50/75/100)L |
| D1,5*4,5*D4*50L | D6*(15/24/30)*D6*(50/75/100)L |
| D2*6*D4*50L | D8*(20/30/35)*D8*(50/75/100)L |
| D2,5*7,5*D4*50L | D10*(25/40)*D10*(75/100)L |
| D3*9*D4*50L | D12*(30/45)*D12*(75/100)L |
| D3*(9/12/15)*D3*(50/75/100)L | D14/D16/D18/D20/D25*100L |
| D4*(10/16/20)*D4*(50/75/100)L | D6/D8/D10/D12/D14/D16/D18/D20*150L |
Gutes Feedback der Kunden

Fabrik

Serviceeinführung

Logistikpaket

FAQ
F1: Für welche Materialien sind HRC58-Schaftfräser ausgelegt?
A: HRC58-Schaftfräser wurden speziell für die Bearbeitung von gehärteten Stählen im Bereich von etwa 45–58 HRC (Rockwell-Härte-C-Skala) entwickelt. Zu den üblichen Anwendungen gehören Werkzeugstähle (wie H13, D2, A2), Gesenkstähle, bestimmte hochfeste legierte Stähle und einsatzgehärtete Komponenten.
F2: Für welche Materialien sind HRC58-Schaftfräser ausgelegt?
A: HRC58-Schaftfräser wurden speziell für die Bearbeitung von gehärteten Stählen im Bereich von etwa 45–58 HRC (Rockwell-Härte-C-Skala) entwickelt. Häufige Anwendungen sind Werkzeugstahl
LS (wie H13, D2, A2), Gesenkstähle, bestimmte hochfeste legierte Stähle und einsatzgehärtete Komponenten.
F3: Was ist der Hauptvorteil der Verwendung eines HRC58-Schaftfräsers gegenüber einem Standard-Schaftfräser?
A: Der Hauptvorteil ist die überlegene Verschleißfestigkeit und Hitzebeständigkeit bei hohen Härtegraden. Diese Schaftfräser nutzen spezielle Hartmetallsubstrate, fortschrittliche Geometrien (z. B. variable Helix/Steigung) und verschleißfeste Beschichtungen (wie AlTiN, AlCrN oder Nanokomposite), die ihre Schneidkantenintegrität bei der Bearbeitung anspruchsvoller gehärteter Stähle bewahren und Standard-Schaftfräser deutlich übertreffen, die schnell stumpf werden oder ausfallen würden.
F4: Können HRC58-Schaftfräser auch für weichere Materialien verwendet werden?
A: Obwohl es technisch möglich ist, wird es im Allgemeinen nicht empfohlen oder ist nicht effizient. HRC58-Schaftfräser sind für hohe Härte optimiert und verfügen häufig über Geometrien/Beschichtungen, bei denen Festigkeit und Hitzebeständigkeit Vorrang vor Schärfe und Freischnitteigenschaften haben, ideal für weichere Materialien wie Aluminium oder Weichstahl. Der Einsatz auf weicheren Materialien kann zu einer schlechten Spanabfuhr, erhöhten Schnittkräften, einer suboptimalen Oberflächengüte und unnötigem Verschleiß des Werkzeugs führen. Um optimale Ergebnisse zu erzielen, verwenden Sie Werkzeuge, die für die spezifische Materialhärte ausgelegt sind.
F5: Wie sind die Geschwindigkeiten und Vorschübe für HRC58-Schaftfräser im Vergleich zur Bearbeitung weicherer Stähle?
A: Geschwindigkeiten und Vorschübe müssen deutlich reduziert werden. im Vergleich zur Bearbeitung weicherer Materialien Gehärteter Stahl erfordert niedrigere Schnittgeschwindigkeiten (SFM), um die Wärmeentwicklung zu kontrollieren und vorzeitigen Werkzeugverschleiß zu verhindern. Vorschübe (IPT) sind typischerweise auch niedriger, um die Schnittkräfte zu kontrollieren. Beginnen Sie immer mit den vom Hersteller empfohlenen Parametern für den spezifischen Werkzeugdurchmesser, die Materialhärte, den Betrieb (Schlitzen, Profilieren) und die Setup-Steifigkeit und passen Sie sie je nach Leistung, Werkzeuglebensdauer und Maschinenkapazität an.
F6: Welche Faktoren sind bei der Auswahl eines HRC58-Schaftfräsers am wichtigsten?
A: Zu den wichtigsten Auswahlfaktoren gehören:
Geometrie: Wählen Sie eine für das Hartfräsen optimierte Geometrie (z. B. variable Spirale/Steigung zur Reduzierung von Rattern, starker Kern für Steifigkeit, spezifische Spanwinkel).
Beschichtung: Wählen Sie eine Hochleistungsbeschichtung wie AlTiN, AlTiCrN, AlCrN oder Si-basierte Nanokomposite für maximale Hitze- und Verschleißfestigkeit.
Anzahl der Nuten: Weniger Nuten (z. B. sind 4 Nuten üblich) sorgen für eine größere Kernfestigkeit und Spanfreiheit beim Schlitzen in harte Materialien. Für eine leichte Endbearbeitung könnten mehr Nuten verwendet werden.
Anwendung: Berücksichtigen Sie den spezifischen Vorgang (Schruppen, Vorschlichten, Schlichten, Schlitzen, Profilieren), da die Werkzeugkonstruktionen variieren.
Steifigkeit: Stellen Sie sicher, dass Ihre Werkzeugmaschine und der Aufbau ausreichend steif sind, um den beim Hartfräsen auftretenden Schnittkräften standzuhalten.




















